高频设备国家标准起草人
全国统一服务热线
13951561907
13951561907
高频淬火设备选型指南
1. 明确工件需求
尺寸与形状:小型工件(如齿轮、轴类)适合高频机(10-100kHz),大型工件需中频设备
淬硬层深度:
0.5-3mm:高频机(如WH-VII-80型号)
3.5-10mm:中频设备
材料与产量:低碳钢适配高频机,高碳钢需超高频;大批量生产需高功率设备(如WCT-VI-120型号)
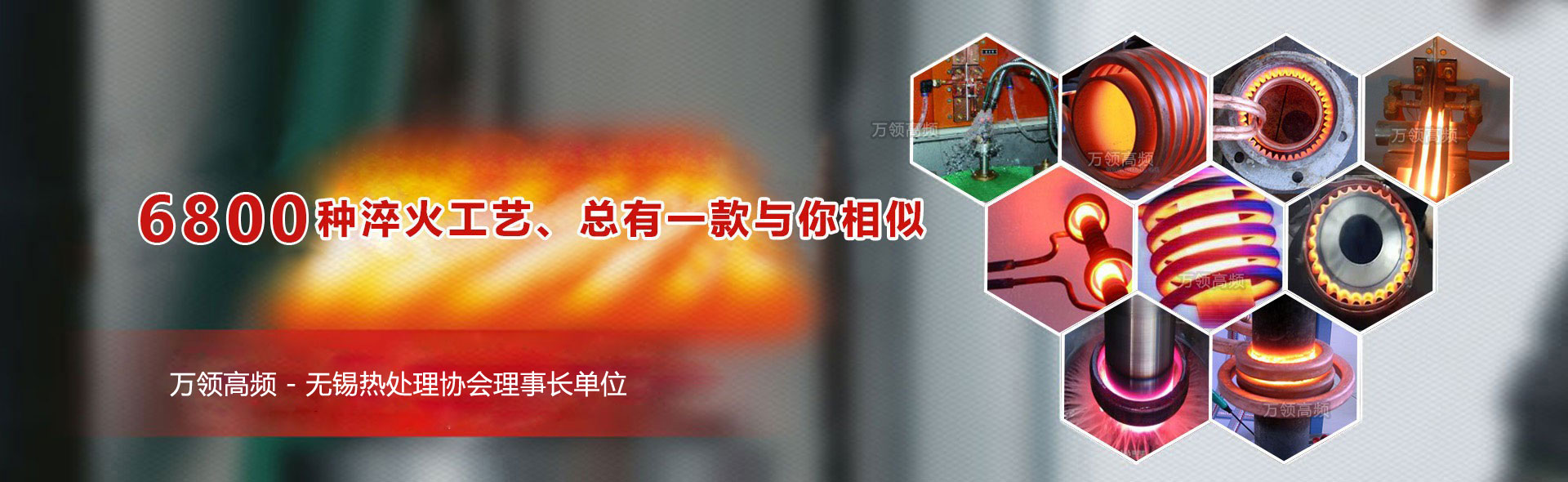
2. 设备类型对比
高频机:效率高、变形小,适合中小零件(如齿轮、导轨)
超高频设备:精度高,用于薄片或精密刃口(如锯片、模具)
中频设备:功率大,适用于大尺寸工件(如曲轴、轧辊)。
3. 关键参数
频率:高频(10-100kHz)、超高频(100-500kHz)、中频(1-8kHz)
功率:小型设备(15-30kW),大型生产线(2000kW)。
冷却系统:需水压≥0.05MPa,避免过热
4. 定制化服务
多数品牌支持参数调整(如频率、功率)和工艺适配(如齿轮专用感应器),需提前沟通需求周期(通常20天起)。