高频设备国家标准起草人
全国统一服务热线
13951561907
13951561907
高频淬火温度一般在800℃至1000℃之间。
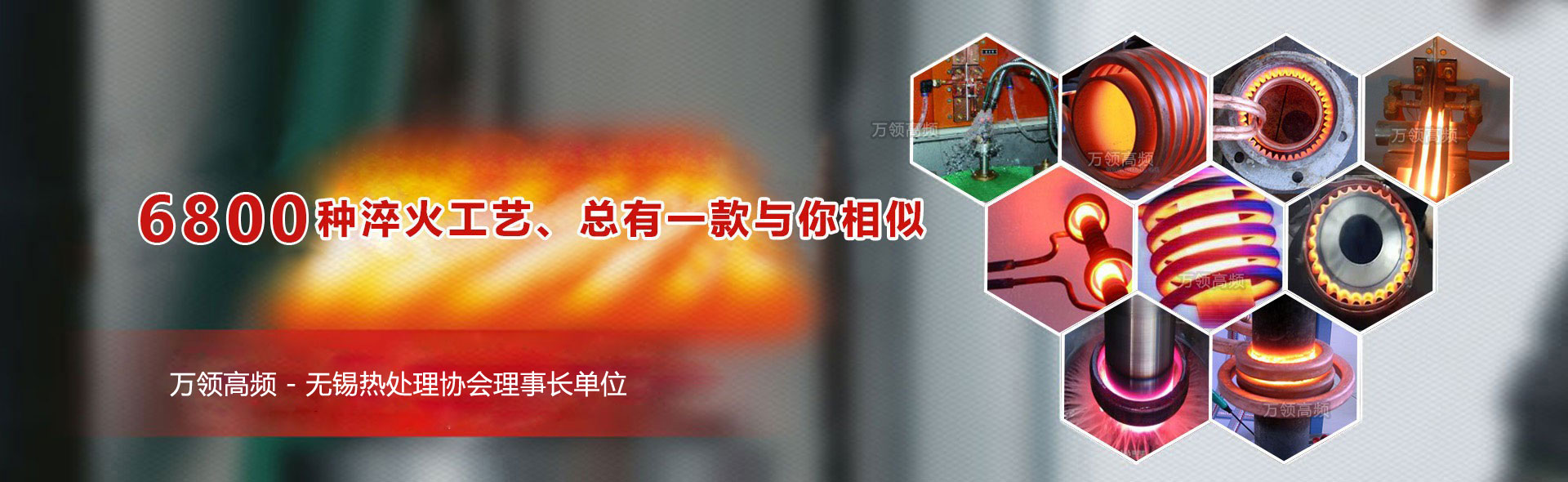
一、高频淬火工艺原理
高频淬火工艺是指利用高频电磁感应加热技术对钢材进行加热处理,在一定的温度下进行保温,再通过淬火处理来改善钢材的力学性能。该工艺主要是通过将钢材置于高频感应线圈之中,利用谐振电路的原理使钢材产生感应电流,并在电阻中产生热量,从而将钢材快速加热至所需温度。高频淬火工艺具有加热速度快、热效率高、温度均匀等优点。
二、高频淬火温度范围
高频淬火温度范围一般在800℃至1000℃之间。温度选择需要结合钢材的具体成分和用途进行综合考虑。一般情况下,高合金、高强度钢需要选用较高的温度进行淬火,以保证材料的力学性能。但是对于低合金钢材,温度不宜过高,否则可能会导致材料失效、裂纹等问题。在高频淬火温度的选择时,还需要考虑到淬火介质的种类和温度,以及淬火时间等因素。